2024.09.30
【蔵元トーク】#68 津島屋・御代櫻(岐阜県美濃加茂市 御代桜醸造)
こんにちは!
兜LIVE編集部です。
6月23日(日) 、『日本酒を蔵元トークとテイスティングで楽しむ』を開催しました。
今では国際金融都市といわれる日本橋兜町。
江戸時代には日枝神社の門前町として栄え、酒問屋で賑わっていた「日本酒の聖地」でした。
東京証券取引所において初上場時の5回の鐘撞は、五穀豊穣に因んでいるとのこと。平日は賑わうこの兜町に、休日にも人が集まってもらいたい。そんな願いから日本各地の蔵元を招き日本酒について学び、味わい、楽しく交流し、その魅力を、兜町の魅力といっしょに広め、お酒が地域と人をつなぐ場所...。そんな場所に発展するように願いを込めて、毎月1回日本酒セミナーを開催しています。
今回は、岐阜県美濃加茂市で「津島屋」、「御代櫻」を醸す御代桜醸造の代表取締役社長の渡邉博栄さんをお迎えして開催しました。渡邉さんは2年振り4度目の登壇です。私も4月に蔵を訪問し、最近の状況を把握してきました。
渡邉さん、よろしくお願いします!


◆ 自己紹介
・岐阜県美濃加茂市にあります御代桜醸造株式会社の代表取締役(六代目蔵元)の渡邉博栄です。1976年6月22日生まれということで、昨日48歳になったばかりのほやほやです。
・愛知県の大学を卒業して、ビール業界で仕事をしていました。実家が造り酒屋ということで2003年に戻って来まして、その後、東広島の独立行政法人酒類総合研究所で醸造研修を受けました。都合により先代が早く引退したことによって、2005年に急遽、代表に就任するということになりました。まだ若干20代のうちに代表になったので、若輩者とはいえ、業界の経験は長くなっています。
・コロナ中の2022年の冬に、前任のベテラン杜氏が引退することになり、急遽、製造責任者という立場を担うことになりました。実は、毎年、この蔵元トークを依頼されていたのですが、自分が何か話をするには未熟でありまだまだおこがましいのではないかと思っておりまして、今回も正直お受けするかどうか非常に悩んだのですが、折角こういうタイミングでお話を頂きましたので、今日は様々な立場からお話をさせていただきたいと思っております。
・主な趣味はランニング、登山です。先日も飛騨高山のウルトラマラソンを走ってきました。お酒造りも早朝からの作業が多いのですが、毎日朝2時とか3時から走ることを日課にして、引き続き頑張っていきたいと思っています。

・好きな言葉は、「人生は学ぶことである」ということで、これまでもずっと学びの人生だったと思うのですが、これからは酒造りもますます学んで、美味しいお酒を造れるようになりたいと思っています。
・本日のお話する内容ですが、まず最初に弊社の紹介をさせていただいた後に、岐阜県の地酒についてお話をさせていただき、最後は次期(令和6年)酒蔵年度に向けてということでお話をさせていただきたいです。

◆清流の国 岐阜
・県土の約8割が森林ということで、大変、自然豊かなところです。全国2位の森林率で、そんな森林の中で水力エネルギー量は全国1位です。水の大変豊富な地域で、自然の恵みを活かして、酒蔵場数は実は全国で8位です。
・ものづくりが盛んな地域で、関の刃物は有名です。また、和食器、洋食器、タイル、木製机・テーブル・椅子など出荷額が全国1位というものが多数存在しています。
・日本酒に関連するところですと、大垣市が枡の生産量日本一で、全国の8割の枡を岐阜県で作っています。
◆豊かな自然に恵まれた岐阜県美濃加茂市
・近くの山から美濃加茂市を見たところです。

・写真の真ん中に木曽川がありますが、酒蔵もこの当たりに位置しています。周りは山に囲まれていて気候も穏やかで、豊かな自然に恵まれた土地になります。
◆歴史の街 旧中山道太田宿
・美濃加茂市に旧中山道の太田宿という宿場町があり、三大難所といわれる「太田の渡し」がありました。当時の記録では、渡船料金は1人6文(1文は10~20円)、馬9文とあります。

・蔵の前には、重要文化財の旧太田脇本陣林家住宅があり、約250年前の建物になります。太田宿は昔から比較的地震が少ないところといわれているのですが、当時の建物が現存していることが、その根拠になっています。
・半地下式の大かまどは日本最大級、蔵の数10棟は日本一で、水琴窟が公開されているほか、卯建(うだつ)が見事です。結構立派な建物ですので、当社にお越しの際は、ぜひこちらもお立ち寄りください。
・槍ヶ岳、笠ヶ岳という岐阜県でも有名な山がありますが、そこを開山した播隆上人や、日本ラインの命名者である地理学者の志賀重昂(しげたか)のお墓が祐泉寺にあり、登山家にとりましても、大変価値のある地域といわれています。
・ここで、最初にちょっと乾杯の方をさせていただいて、お酒を飲みながらリラックスして聴いていただきたいと思います。
・本日、3種類お酒をご用意してますが、乾杯のお酒は津島屋外伝シリーズのお酒です。外伝シリーズについては、後ほどお話させていただきます。その中の純米酒である「北の風」という少し発泡感のあるお酒になっております。先般発表された「香港テイスティング トレンディーズ酒アワーズ」で、無濾過生原酒部門のシルバー賞を頂いたお酒になります。

・では、皆様との貴重なご縁に感謝いたしまして、僭越ですが乾杯の発声をさせていただきます。ご唱和お願いします。乾杯!

・結構甘酸っぱい感じで、最近ですと、白麹を使ってこういう味わいの設計のお酒はあるのですが、このお酒の麹は日本酒の黄麹を使っていて、酵母の持っている特徴がよく出ているお酒だと思います。
◆御代桜醸造の概要

・所在地は、岐阜県美濃加茂市太田本町というところになります。
・蔵の規模は土地5,110㎡(1,545坪)、工場3,830㎡(1,158坪)で、昔たくさん造っていた時代の名残もあり、敷地が大変広いところでお酒を造っています。
・創業は明治26年(1893年)で、「渡辺酒造場」としてスタートしました。今年で131年の社歴を重ねることができました。
・従業員数は9名で、うち5名でお酒造りをしています。
・直近の生産量は約500石です。例年700~800石ぐらいだったのですが、コロナ以降、色々とトラブルもあり少なくなっています。
・主要銘柄ですが、昔から引き継いできた銘柄「御代櫻」に加え、私の代になり、2012年に「津島屋」というブランドを立ち上げました。特約販売店限定で取引をさせていただき、全国で少しずつ増やしている状況です。また、津島屋の中でも特に製造量が少ないとか、味わいが特殊なものは「津島屋外伝」シリーズとして、通常のラインナップとは異なる商品展開をしています。

◆経営理念&2024年度スローガン
▼ 経営理念
・130年を超える歴史の中で大事にしてきたことがありまして、①創造すること、②ものづくりやそれを伝える努力をすること、そして③信用を大事にしましょうということで、「私たちは、将来の発展と自己実現のために、お客様と共に感動します。そして、「想像・努力・信用」をモットーに、お客様の健康で豊かなくらしに貢献します。」ということを理念として掲げて、日々お酒造りをさせていただいています。
▼2024年度スローガン
・ここ数年、伝統的なものづくりには難しい時代に入ってきていると感じています。よく製造業でいわれる言葉ですが、「現場・現物・現実」に目を向けて、お客様への“感謝”に溢れる心と、“今”できる事に全力を尽くして、未来に向かって全員一丸となって“行動”しよう!ということで頑張っています。
◆原材料について~米~
・弊社は御代桜と津島屋でコンセプトをしっかりと分け、原材料となるお米を使っているところに重きを置いています。
■御代櫻ブランドの令和5酒造年度使用米
・岐阜県美濃加茂市産契約栽培米『あさひの夢』 ※48%・55%・70%精米で使用
・岐阜県美濃加茂市春見ライス産『ハツシモ』 ※美濃加茂市市制施行70周年記念酒
・岐阜県産酒造好適米『ひだほまれ』 ※飛騨地方産を指定して購入
※過去には『美濃雄町』・『美濃産五百万石』等の酒造好適米もあった…間もなく、新酒造好適米『酔むすび』誕生へ
■津島屋ブランドの令和5酒造年度使用米
・全国各地の優良とされる酒造好適米を積極的に採用
⇒長野県産『美山錦』、『山恵錦』、『ひとごこち』
兵庫県産『特等・3等山田錦』、岐阜県『契約栽培米1等山田錦』、
広島県産『八反錦1号』、北海道旭川市産『吟風』、岡山県産『雄町』 等
◆水
・一級河川木曽川の水が非常に豊富に使える土地です。浅井戸で、5m40cm位から水を汲み上げて使用しています。醸造用水というのは、毎年、秋口に醸造用水として使って良いかどうかの水質検査を受けることになっていますが、岐阜県食品科学研究所による令和5年度の分析結果です。

◆清酒製造について
・弊社の日本酒造りについての説明になります。

◆令和5酒造年度の様子

・総米で最大800kgの白米を蒸すことが出来る甑(こしき)からモウモウと立ち昇る蒸気。105℃前後の蒸気で約50分間蒸し上げます。
・米デンプンのα化と、殺菌が目的。蒸す前にお米を吸水させる作業を慎重に行うことで、目的とする蒸米に仕上げます。
・疑似米布を今期から採用して、甑肌を防ぎます。
・蒸し上がり時間は、昔は6時とかなり早朝でしたが、現在は働き方改革の視点から、8時前後に作業を見直しています。

・小仕込みについては、甑(こしき)から蒸米をスコップで掘り起こして、人力で搬送し、布の上に拡げて冷却させる昔ながらの自然放冷作業。
・目的の温度まで冷ましてから、また人力で仕込タンクまで搬送します。
・麹の場合は40℃前後で麹室に引き込みたい為に厚め、仕込みの場合は低い温度で仕込みたい為に薄め等、拡げ方にも工夫があります。

・ウッドソン社の圧密式連続洗米機による洗米作業の様子。
・混気ジェット気泡で糠を積極的にはく離して、次に白水をすばやく分離する為、糠の再付着が殆どありません。また、 気泡のクッション作用で米の割れが少ないという利点があります。
・ザル替えを行えば、バッチ連続洗米も可能とされています。
・洗米後は、浸漬槽へポンプで移送してお米に水を吸わせる浸漬作業へ移ります。

・画像は、長野県産の酒造好適米「山恵錦(50%精米)」で仕込んだ純米大吟醸の醪(もろみ)。
・協会1801号酵母ともう1種類の自社保存酵母をブレンドした混合仕込み。弊社では、基本的に泡無し酵母を使用しています。
・この後、最高品温12℃まで徐々に温度を上げた後、徐々に温度を下げながら、発酵をコントロールしていきます。
・25日以上に渡る管理が必要となります。

・地元である岐阜県美濃加茂市産の契約栽培米「あさひの夢(48%精米)」で仕込んだ純米大吟醸の上槽。
・薮田産業株式会社の初期型の薮田式自動醪搾機から新酒が元気に搾り出てきました。
・最大120段とかなり大型の醪搾機となります。
・非常に古い機械で、いつ壊れるかとハラハラしているのが本音ですが、今期も元気に頑張って稼働しています。
◆目標とする酒質について
・当社では、吟醸タイプ、非吟醸タイプの酒質について、以下のような点を目標にしています。

・次に飲んでいただくお酒は、備前産雄町の「OMACHI MANIA」になります。

・このお酒は、私が責任醸造で造ったものです。前杜氏は1801号という香りを出す酵母を主体で造っていたのですが、自分としてはもう少し雄町らしさが欲しいと思い、味わいの輪郭となる酸を出すために、昨年から7号酵母をブレンドして、香りがあることに加え、少し味わいのあるタイプに変えようと思って造っています。もっとも、今年はお米が溶けなくて、溶かそうと頑張り過ぎた為に自分のイメージよりも濃い味になっているので、現時点では、あまり冷え過ぎるより、ちょっと温度が戻り気味の方が雄町らしさを感じられるお酒になるのではないかと思っています。

◆岐阜県は酒どころ!
・実は、岐阜県は酒どころなのです。令和3年では、全国で8番目の酒造場数です。先ほど、「清流の国 岐阜」というご紹介をしましたが、木曽川、長良川、揖斐川という木曽三川の水系沿いにたくさんの酒蔵が分布しています。

・北は宮川沿いに酒蔵が点在しており、多様なお酒を造っています。岐阜県は酒造組合が連合会方式になっており、岐阜酒造組合、西濃酒造組合、関酒造組合、多治見酒造組合、中津川酒造組合、飛騨酒造組合と6つの組合があります。弊社は関酒造組合の所属になります。
◆水に恵まれた地
・先ほどお話したとおり、岐阜県は豊かな森林があることによって、水に恵まれた地域となっています。弊社から近い愛知県犬山市から可児川合流点(木曽川・中流域)は、昭和60年に名水百選に選ばれています。岐阜県には名水に選ばれる地域が多数あり、本当に水に恵まれた地でお酒造りができることに感謝しています。

◆岐阜県の気候と酒造り
・最近、地球温暖化の影響が顕著に出ていて、この30年で平均気温も0.4℃ぐらい上昇していますが、基本的に夏は暑く、冬は寒いという地域で、酒造りには比較的適していると思います。

・もっとも、夏場の高温障害が出やすい土地柄で、米作りの時期はやはり高冷地ではないと良いお米が作れないということもあって、飛騨産のお米を比較的多く購入しています。
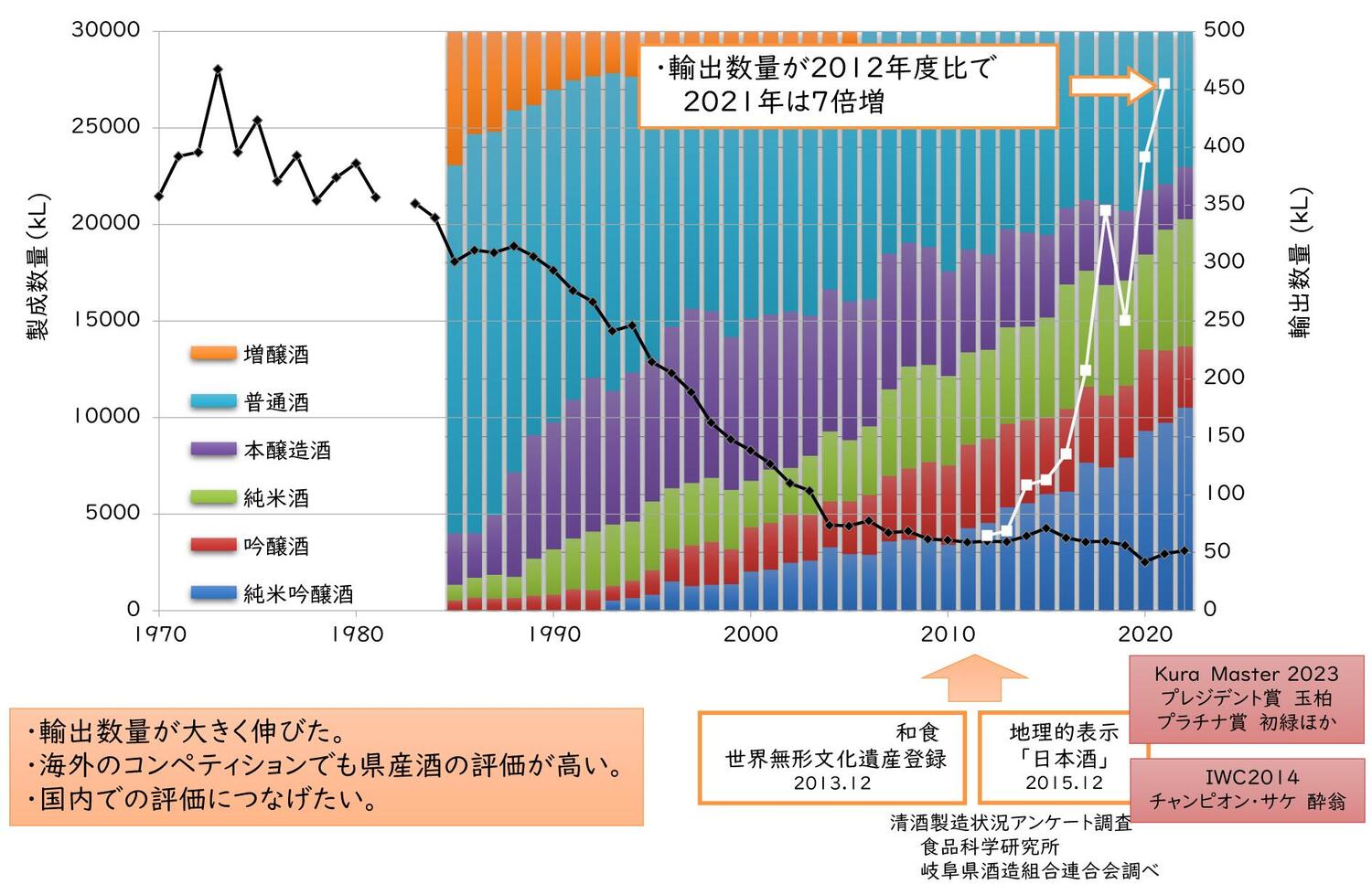
◆岐阜県の日本酒造りの推移
・地酒ブーム、吟醸酒ブーム後にコロナの影響もありますが、傾向としてはやはり製造量が大幅に減って来ています。コロナで非常に落ち込んだ後は、少しずつ盛り返している状況にはなっています。

・元々、特定名称酒といわれる日本酒の比率は非常に低かったですが、徐々に普通酒やいわゆる「増醸酒」は少なくなり、増醸酒にいたってはなくなった一方で、純米吟醸や純米酒は増加しており、各社が「こだわりの酒造り」に取り組んでいる県といえると思います。
◆GIFU SAKEも世界へ!
・輸出は非常に増えて来ており、下のグラフの白い線が直近の輸出データになりますが、2021年は2012年比で7倍増となっています。直近だと、もうちょっと増えてるのではないでしょうか。各蔵元さんも大変頑張っており、少し前では古酒で「酔翁」というお酒がIWCのチャンピオン・サケに輝いたり、「玉柏」がKura Master 2023でプレジデント賞を受賞するなど各社が積極的に海外コンペティションに出品され、受賞につながるような流れが出てきていることもあって、輸出量も増えて来ているという状況が見て取れるでしょう。
◆岐阜県民はお酒に弱い?
・お酒を分解して二日酔いにならないようにするための酵素があるのですが、県民ごとに分析すると、同じ日本人でもいろいろなデータが出ており、秋田県や鹿児島県の方はアルコールを分解する酵素をたくさん持っていて、お酒に強いというデータがあります。一方、東海三県はお酒に弱く、特に岐阜県は44番目ということで、岐阜県民は「お酒が弱い」というデータがあります。

◆岐阜県民はお酒が好き!
・もっとも、岐阜県民はお酒の消費量は18番目で、お酒好きが多いというデータになります。一概には言えませんが、体質としてはあまりお酒に強い地域ではないが、お酒を飲むことが好きな県というデータになっています。

・因みに、新潟県や秋田県はダントツでお酒の消費量が多く、東京は15番目というデータが出ています。
◆岐阜県の日本酒の特徴
・一般酒、いわゆる普通酒の甘辛度・濃淡度をプロットしたものです。

・岐阜県は、「濃醇辛口」(かなり熟成した辛口)のお酒を飲んでる地域というデータが出ています。 静岡など海があり海産物が美味しい地域は、「淡麗辛口」の酒が主流になる一方、広島県は全く真逆の位置ですね。
◆醸造用水の特徴
・岐阜県の水は、いわゆる宮水と比べると軟水傾向です。比較的軽めの味わいに仕上がるものが多いのですが、そんな中、お米をしっかり溶かして農醇なお酒を造っていると思います。
・こうやって見ると、宮水は硬度が高く、醪の発酵に有効なリン酸がかなり高いなど、お酒造りに適してるといわれることが良く分かるデータになっています。

◆岐阜県独自の酒造好適米!ひだほまれ

・岐阜県高冷地農業試験場で40年以上前に育成開発されたお米になります。
・特徴としては、「あきたこまち」と比べると大粒で、40%まで磨いたときの心白が非常に大きいです。
・酒米で一番有名な山田錦と比べてみると、以下のとおりです。

砕米率:割れやすさ。残念ながら結構割れやすいため、精米していくと割れて雑味が出てしまい味が濃くなってしまうので、高精米のお酒を造るのにはやや使い難いといわれている。
消化性:溶けやすさ
粗蛋白質:多いと溶け易く味が出る。どちらかというと、吟醸酒より味わいのある純米酒向き
・お米の選択肢がないので、ひだほまれが増えていくのは当たり前だと思っていますが、着々とひだほまれというお米も使用が増えていて、今後、新しい酒米である「酔むすび」が良いお米になれば、ますます岐阜県の酒造りのバリエーションが増えて、発展するのではないかと期待しています。

◆清酒酵母
・清酒酵母がタンクの中で活躍して、アルコール、香り成分、味成分を出します。

・酵母がお酒の味を作るのに、大きな役割を果たします。この酵母は自然界にもあるのですが、日本酒を造るための酵母で選抜されたものが多数あります。
▼主な協会清酒酵母

・日本醸造協会が主体になり、協会酵母を管理しています。古くは協会1号から始まり、直近ですと19号まであります。
▼岐阜県独自の清酒酵母!G酵母
・同時に各県のセンターで独自の酵母培養や研究も進んでおり、岐阜県も独自の酵母を開発しています。これは、G酵母といわれる酵母で、1997年のオリジナルのG酵母以降、いろいろなG酵母が開発されています。

・G酵母という名前は「岐阜酵母」だと思っていたのですが、実は岐阜県酒造組合連合会で定めていた清酒の品質保証Gマーク(GOOD GOLD GIFU)を参考にG酵母と命名されたと知りました。ぜひ覚えて帰っていただければ、大変嬉しく思います。
・実際に弊社ではG酵母を使っていますが、発酵力が強いのが特徴になっています。酒造りをしたときに、香りを出す酵母はちょっとした温度変化で急に発酵力が鈍ったりすることあるのですが、このG酵母シリーズにつきましては本当に力強くどんどん発酵していく傾向があります。逆に気を付けないと、どこまでも発酵が進んでしまいますので、しっかり発酵管理することが大事です。
◆個性溢れる岐阜の酒蔵
・全国8位の50酒造場以上の蔵があるので、それぞれ個性のあるお酒造りをしています。これからも岐阜のお酒に注目していただけたら嬉しく思います。

・ここで、3種類めのお酒を飲んでいただきます。

・「Version S」 の「S」は何だと思いますか。スペシャルとか言われるのですが、実は昨年から新しく蔵の仲間(杉崎さん)が増えまして、一緒にお酒造りをやっています。途中から、逆に私たちも勉強させてもらいたいと思いまして、仕込みの配合から種麹の選択を含めて、彼に全て任せて造ってもらったので、「バージョン杉崎」⇨「Version S」になりました。
・このお酒は、協会酵母901号を使った仕込みですが、オールド酵母で比較的モダンな味わいに仕上げるという技術を勉強させていただきました。これまでの津島屋はクラシックタイプが多かったのですが、これからは少しモダンなタイプを加えていくことによって、「岐阜の地酒」を表現したいと思っています。

・酒造りは6月末が1つの区切りとなり、7月から新酒造年度になります。今まさに年度の狭間で、いろんな報告義務の書類作成や蔵のメンテナンスに入る準備や清掃・片付けをやっているところです。また、お米の発注も最終オーダーを確認している状況で、次の酒造年度の作業が既に具体的に始まっています。
◆組織体制の強化
・これまでツートップで製造部門を引っ張って来た杜氏と頭が2年前に一気に抜けてしまったのですが、そんな中、新規入社の経験者も含め、みんなで力を合わせて、以下のような観点から、製造部門、販売部門を中心に、美味しいお酒造りに取り組んでいます。
■製造部門:
・属人化しがちな製造現場で、チームによる酒造りへとシフト
⇒製麹※、分析※※、洗米等の業務をより分担していく。DX活用。PA活躍。
※スマホでみんなが見れる環境にあるので、その温度になったら例えば私が蔵にいなくても、指示をすることで麹の作業が進むようになった。
※※分析する人によって結果が微妙に違ったりとか、分析作業そのものが手間のかかる作業ですが、デジタルの最新の分析機器を導入することによって、誰が分析しても結果はデジタルで出るので、分析がかなり楽にできるような状況になった。
■販売部門:
・コロナ禍を経て、現状は課題大!
⇒効果的な担当割り振りや、効果的な営業活動(WEB商談、SNS等)
⇒全員製造、全員営業の意識統一。DX推進。
■その他:
・経営管理部門、マーケティング部門、開発部門、人事部門(採用・教育)に課題あり
⇒将来的には内部管理部門(特に人事)をしっかり考えてやっていく。
◆ブランド展開の見直し
・これまでの御代櫻・津島屋を以下の重点課題を念頭に、ブランド展開の見直しを図りたいと考えています。
■より魅力ある岐阜地酒へと進化させたい!
⇒岐阜県美濃加茂市産『ハツシモ』、岐阜県産『ひだほまれ』、『酔いむすび』の積極採用。
⇒ブランド米や技術による飲んでみたいわくわくするお酒創り(愛山、ワインテイスト)
■地域とのコラボレーション!
⇒行政・米農家・中山道・地元商工業者(クラフト系等)・地域活性化イベント
■輸出促進!
⇒既存輸出国(アメリカ・香港・韓国・台湾他)のテコ入れ
⇒新規取り組み国(中国・北欧等)への展開
⇒売上構成比20%以上へ
◆酒蔵イベントの開催
・コロナ前まで酒蔵イベントを開催してたくさんの方に遊びに来てもらっていましたが、コロナや製造体制の変化(人員減)もあって開催できていなかったです。
・今年4月に久しぶりに地元の鉄道会社(名鉄)のウォーキングイベントとコラボで蔵開放イベントを開催しました。たくさんの方に訪れていただき、大変嬉しかったです。蔵という場所は、特別な意味(価値)があるのかなぁと改めて感じました。今後も、新しい付加価値を付けながら、継続的に取り組んでいきたいと考えています。

◆最後に一言

◆最後はみんなで集合写真
・毎回、恒例の集合写真です。オンライン参加の方もご一緒に!

◆まとめ
渡邉さんには、蔵の製造体制の変更などがあり、久し振りに登壇していただきましたが、やる気満々の想いが伝わって来ました。今後も体制整備でご苦労が多いかと思いますが、たくさんの応援団がいますので、頑張って、美味しいお酒を造ってくださいね。
また、蔵訪問の際は、魅力ある「岐阜」も満喫したいですね。
それから、G酵母とは???
岐阜県酒造組合連合会で定めていた清酒の品質保証Gマーク(GOOD GOLD GIFU)を参考に命名されたんですよ!皆さん、覚えましょうね(笑)
渡邉さん、ありがとうございました!


<イベント前にはKABUTO ONE1階アトリウムで渋沢栄一翁とツーショット!(笑)>

<美濃加茂市のキャラクター「かも丸くん」です。よろしくお願いいたします!>

******************
▼兜LIVE!(かぶとらいぶ)
人と歴史と未来をつなぐ応援プロジェクト兜LIVE!では、たくさんの方が兜町・茅場町に親しみを持っていただけるような楽しく勉強になるイベントを企画・実施していきます。FacebookやInstagramをフォローして最新情報をチェックしてくださいね。
・Facebook
・Instagram
・X(旧Twitter)

×
兜LIVE!について
運営 |
一般社団法人日本橋兜らいぶ推進協議会 |
|---|---|
代表者 |
藤枝昭裕 |
住所 |
〒103-0026 |
連絡先 |
support@kabuto-live.com |