2026.04.15
【蔵元トーク】#80 出羽桜(山形県天童市 出羽桜酒造)
こんにちは!
兜LIVE編集部です。
3月14日(土) 、『日本酒を蔵元トークとテイスティングで楽しむ』を開催しました。
今では国際金融都市といわれる日本橋兜町。
江戸時代には日枝神社の門前町として栄え、酒問屋で賑わっていた「日本酒の聖地」でした。
東京証券取引所において、上場時の5回の鐘撞は、酒の原料である米を含め、五穀豊穣にちなんでいるとのこと。
平日は賑わうこの兜町に、休日にも人が集まってもらいたい。そんな願いから日本各地の蔵元を招き日本酒について学び、味わい、楽しく交流し、その魅力を、兜町の魅力といっしょに広め、お酒が地域と人をつなぐ場所...。そんな場所に発展するように願いを込めて、日本酒セミナーを開催しています。
今回は、山形県天童市で出羽桜を醸す出羽桜酒造代表取締役社長の仲野益美さんをお迎えしての開催でした。仲野さんは2度めの登壇になります。といっても、前回は2021年4月、コロナが猛威を振るっていた時だったため、オンラインでの開催でしたので、リアル開催は初めてとなります。
さて、どんなお話をお聴きかせいただけるのか楽しみです。

◆ 出羽桜酒造について
・「日本酒を世界の酒に 山形を日本酒の聖地に 吟醸を世界の言葉に」というタイトルだが、まずは出羽桜酒造の酒造りについて、動画で説明したいと思う。

<補足説明>
▼銘柄の由来
・地元にある舞鶴山は2千本の桜の名所。桜は国花として愛されている。咲く前も咲いている間もウキウキするし、散った後も美しい。出羽桜もそのように楽しまれ、愛されるお酒でありたいという願いを込めて名付けられた。
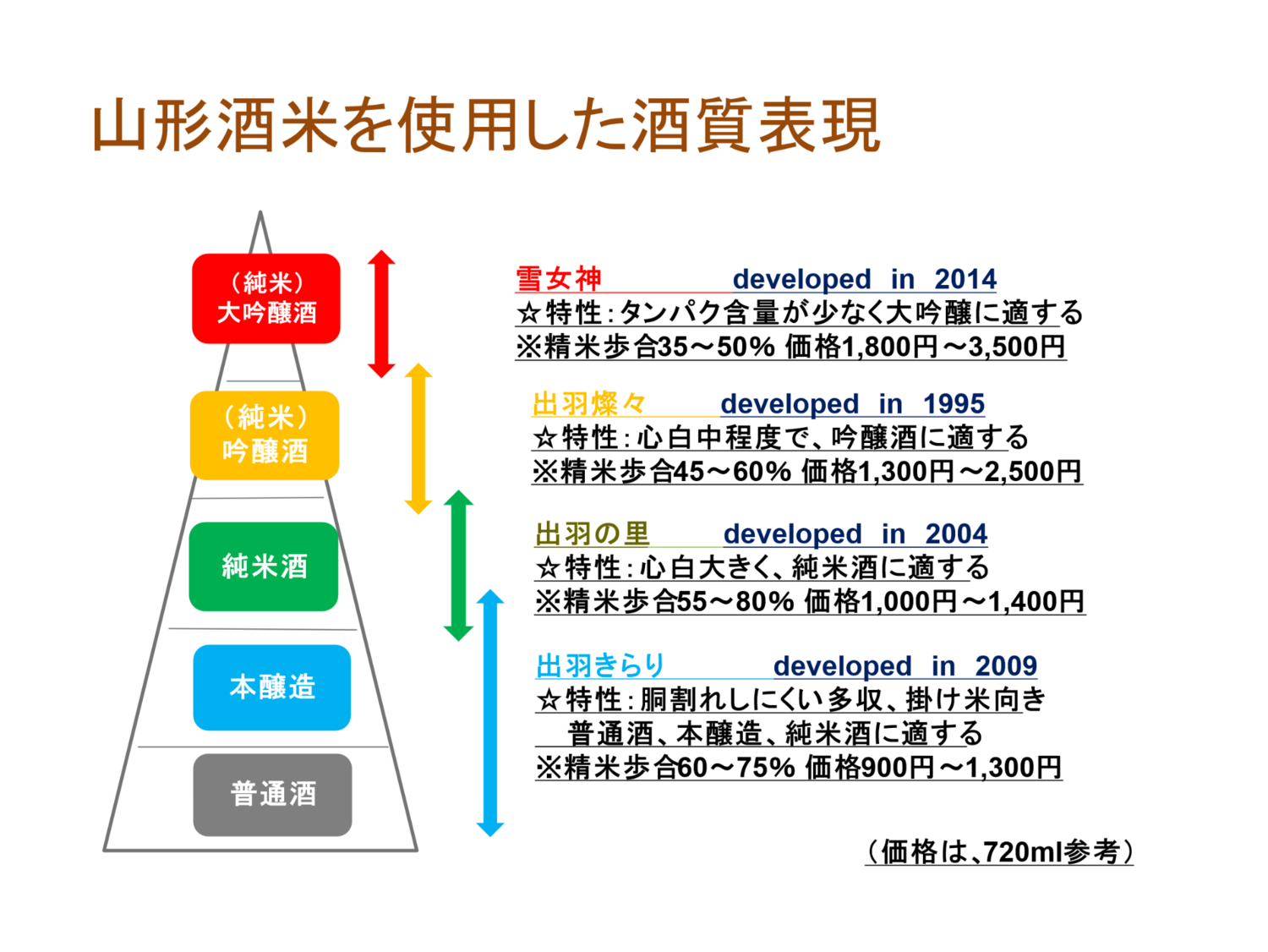
▼精米と米の調達について
・自社精米を行っている。精米所を有しているのは、蔵に余裕がある証拠。なお、蔵に余裕があっても街中であるなどの制約で精米所を持たない蔵はある。
・精米所に粒選別機を入れ、調達した米を自社で再度選別している。これは、蔵の方針として、仕入れるお米を等級の高いものに限定しないようにしているためである。こうした方針を取っているのは以下のような理由がある。
・山形県の酒造業界は、県全体として米の調達交渉を行っている。これにより、価格交渉や、新しい品種の生産の依頼などの面でスケールメリットを享受できる。
・酒米の等級は、特上、特等、1等、2等、3等の5ランク。一般米は特上、特等がないので3ランクある。山田錦では特上が10%以下。雄町だと特等は殆どない。1等であれば良い方だと言える。2等米が出ることは避けられない。
・そうした中で、上手く米を使うために粒選別機を使用している。経済合理性の面からは、等級の高い米を買った方が安いが、上記の考え方に沿って米の調達を行い、選別を行っている。
・不作の年は、粒選別機を通さずに(多めに)使いたいという誘惑に駆られるが、精米所は、米を粒選別機に通さないと精米機に入れられない構造としている。
▼「枯らし」について
・精米所を持つことのメリットの一つは、「枯らし」の期間をしっかり取ることができること。当蔵での枯らしの期間は、山田錦35%精米で大吟醸に使用する米は一か月。当蔵で最も低精白の65%精米でも10日間以上取るようにしている。
・委託精米の場合、こうした枯らしの期間を取るためには、蔵に米を保管するスペースを確保することが必要。もちろん、精米所に保管を依頼することもできるが、保管料を負担する必要がある。
・自社精米でも委託精米でも、枯らし期間をしっかり取っているかどうかという点などに、蔵元の考えが出る。その蔵の使っている米を見ると蔵元の考え方が分かる。
▼製麹について
・製麹は機械を使わず、全てのお酒について麹を手造りしている。夜、麹の世話をする頻度は大吟醸と普通酒で異なるが、全ての麹について、泊まり込みで世話をする。これはあまり知られていないかもしれない。
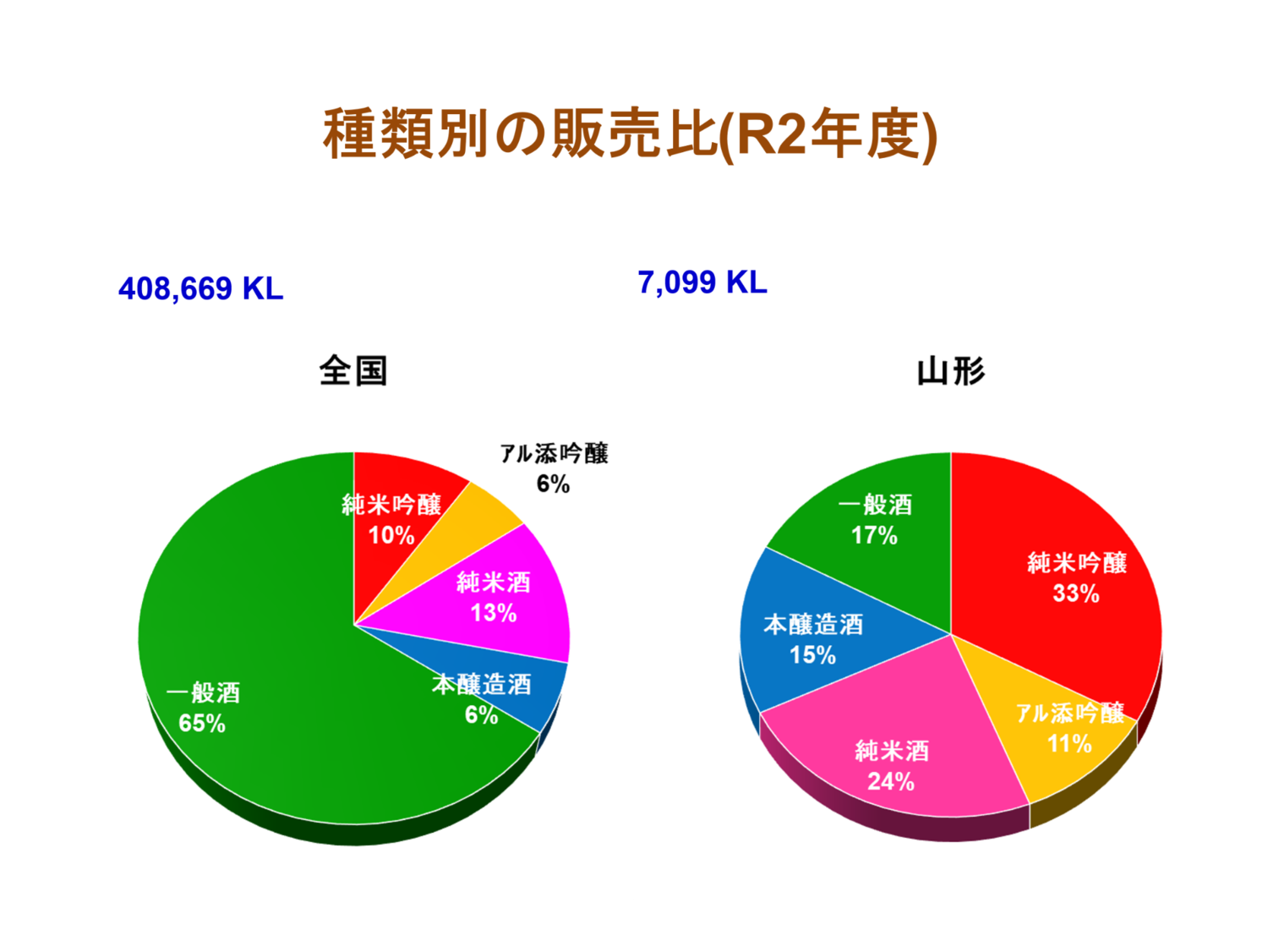
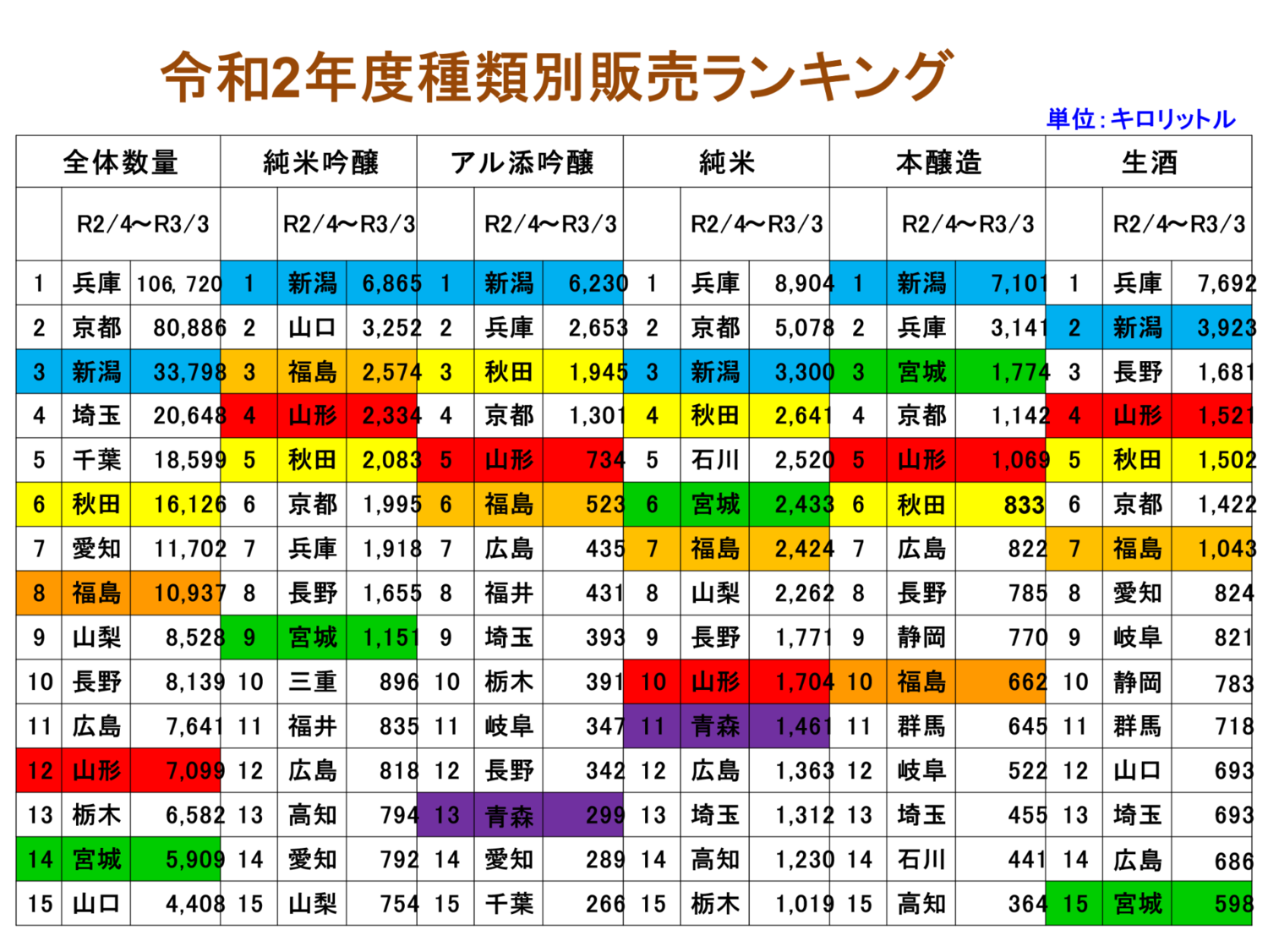
▼製造量と製品ラインナップ
・当蔵の製造量は以前からあまり変わらない。そうした中で、他の蔵の製造量が減っていき、県内では製造量が上位になった流れである。そのため、当蔵は「大きくなった」という意識はないし、造り方も手造りを維持している。
▼仕込みについて
・仕込みは大きなもので2.5トン。小さなものは740kℓ。その中間に1.5トンや1.8トンがある。3トン以上になると人間による櫂入れができなくなり、タンク下部に攪拌用の装置を入れる必要がある。
・仕込み量は750kℓ単位で考えるもの。大きくする場合はその倍数となる。小さければ良いという訳ではない。
・醪日数も長ければ良いという訳ではない。醪日数45日間という酒はあまり飲みたい気がしない。一方、多少短くても25日程度で美味しい大吟醸は造れる。
▼上槽について
・粕歩合が高ければ良い訳ではない。袋吊りは別にして、粕歩合60%という酒はふくらみが無い酒になってしまう。大吟醸で精米歩合が35%後半という酒でも、米質にもよるが粕歩合は40%程度が適正。
・袋吊りは3本行う。大吟醸なので、アル添して1時間程度置く。そして、上から汲むものと、下呑みから取るものと、3本を分けて取る。鑑評会を目指す酒は色々な種類があった方が良いのでこうしている。
▼上槽後の管理について
・山形県では「造りまで半分」と言う。造りについては、良い酵母もあり、ノウハウも流布しているので、経験の浅い人でも良いお酒を造る状況になっている。それだけに、上槽後の管理が大事だと思っている。
・上槽後の温度管理や、火入れのタイミングは重要。そのために冷蔵庫や脱酸素装置などの投資をしている。
・あまり知られていないかもしれないが、当蔵で「吟醸」と名の付く商品は、殆どが生詰め、瓶殺菌の一回火入れとなっている。これが出羽桜のお酒の香りと味の秘訣だと思う。
▼製造における蔵元の役割
・蔵元が製造に関わっているかどうかというのも蔵により異なる。どちらも良さがあると思うが、当蔵は蔵元が製造に関わるという家訓がある。自分が蔵に帰ってから毎年自分で大吟醸を仕込んでおり、今年で40年目になる。
◆ 出羽桜の主な取り組み

▼吟醸酒販売の取り組み
・当蔵は、まだ普通酒が一般的な時代(1980年頃)から他社に先駆けて吟醸酒の販売に力を注いできた。美味しい日本酒を広く味わってほしい、日本酒業界の新たな飛躍のきっかけをとの想いから手掛けている(吟醸酒の普及を目的に日本酒のラベル中央に商品名ではなく吟醸酒と表示しての認知活動なども含めて)。
▼生酒出荷の取り組み
・蔵で飲むしぼりたての美味しさをお客様にお伝えしたいとの思いで、1982年より生酒を出荷している。その当時、生酒は蔵に行かなければ飲めない特別な日本酒だった。一度も加熱処理をしていない本生の日本酒を通年販売するべく試行錯誤を繰り返した。低温貯蔵設備にて貯蔵し、三菱ケミカル㈱様と共同で膜脱気装置を開発し、液体中に存在する酸素を膜脱気装置にて除去することによって、生酒のフレッシュさを長期間最大限に活かす事が出来る様になった。
・出荷する際も王子製紙㈱様と共同開発したリサイクル可能な防湿性と鮮度保持に適したクール段ボールにて生酒をより安全にお客様の元へお送りしている。
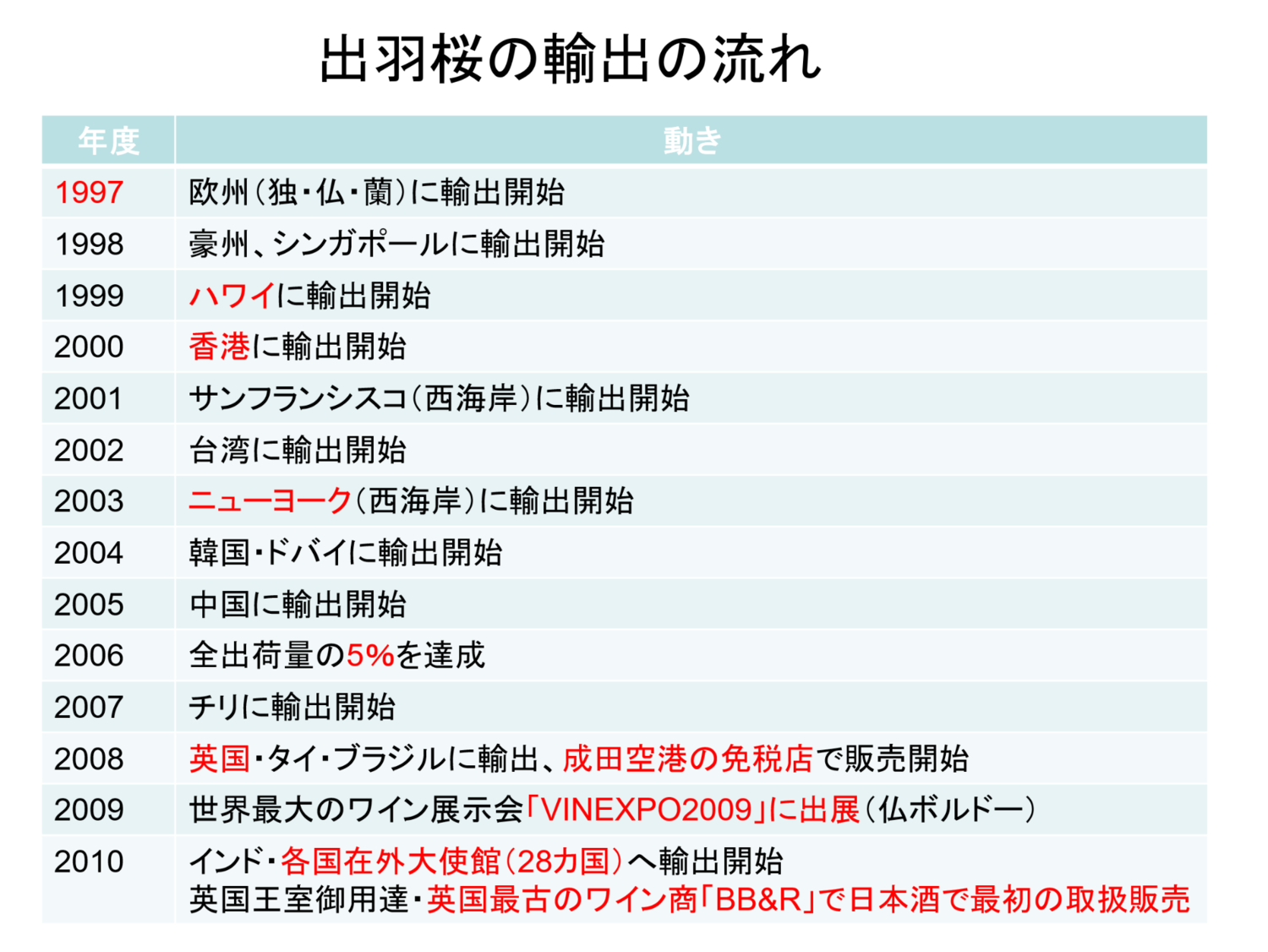
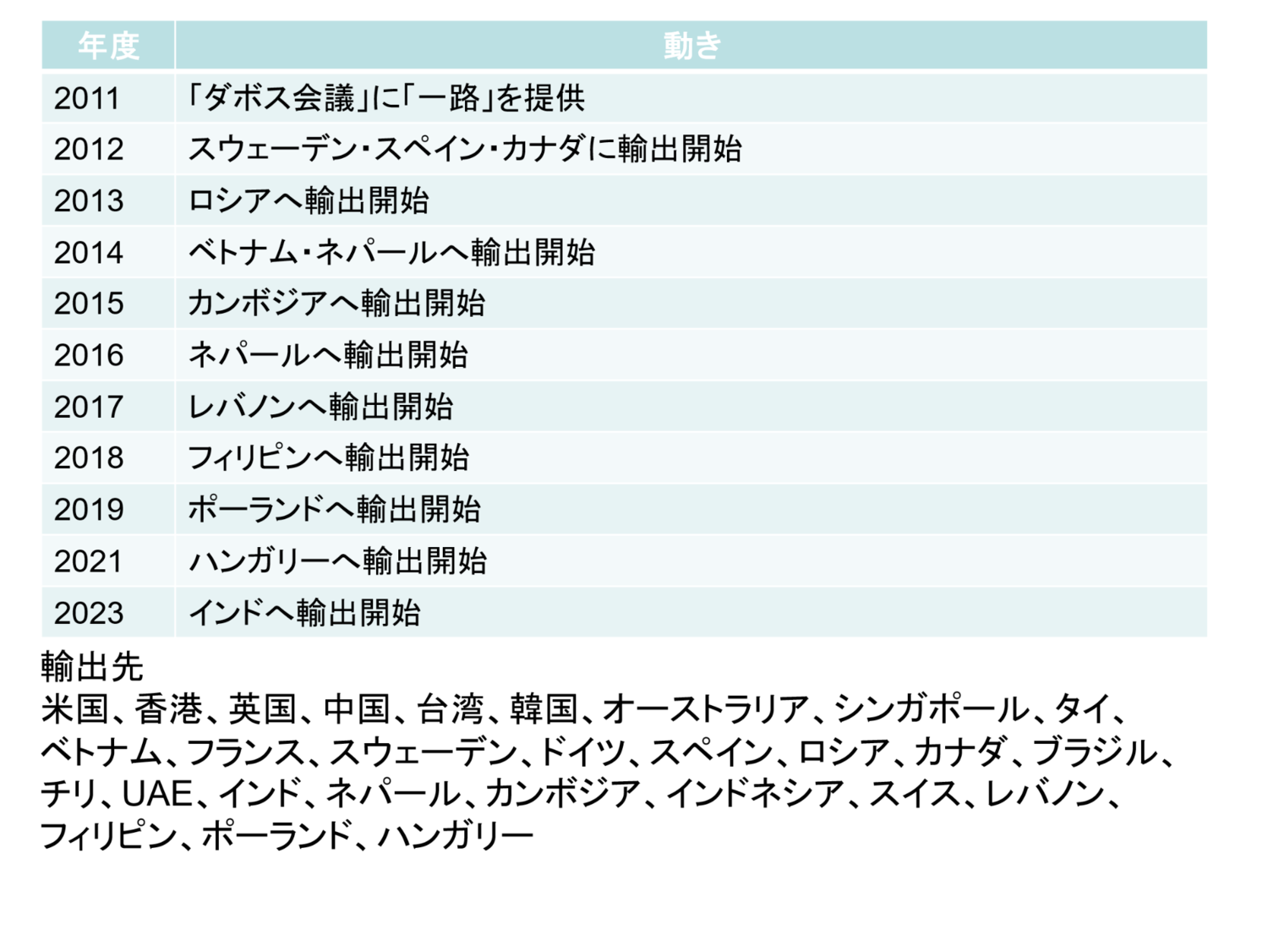
▼輸出への取り組み
・輸出に関しても他社より先駆けて1997年より行っている。
・現在では世界35ヵ国以上、全体売上の約10%程度を占めている(フランスのワインは、国内生産総量の約35%を輸出)。
・海外のお客様の特徴
☑️海外の方は必ず、蔵元の所在地の風土、環境、文化、料理、人間性、気候などを質問してくる。
☑️日本酒の伝統、文化、製造方法、造り手、風土など酒そのものだけでなく、酒の背景をトータルで伝える。
☑️海外の方はイベント等で利き酒を行う際、銘柄に左右されること無く、1アイテムごと真剣にチェックする。
▼研修生受け入れの取り組み
全国より蔵元後継者の研修を引き受けており、現在23名の卒業生を輩出している。
◆ 経営理念・経営ポリシー
▼経営理念
・当蔵は、挑戦と変革、不易流行を大切にしている。「不易流行」とは、「時代を超えて変わらない本質(不易)」と「時代の変化とともに変わる新しさ(流行)」の両方を取り入れるべきだという考え方で、これらは相反するようで、実は根元では一つにつながっているとされます。

▼経営ポリシー
①地元「山形」でしっかりとした市民権と存在感のある酒であること
②圧倒的大差のわかりやすい品質であること
③お客様の手の届く適正な価格設定をすること
④他の酒の犠牲の上に立った吟醸酒でないこと
⑤公益財団法人出羽桜美術館を通して社会還元すること
◆ 山形県の人材育成の取り組み
▼技術者研修制度50年目
・全国の有力技術者を講師として5~6名招聘/年
・全国の有力卸・小売店を講師として5~6名招聘/年
▼山形県研醸会の創設
・技術者・杜氏は話せなければならない・全員講師を経験
・技術はオープン化しなければならない・聞かれたら答える
・酒と技術の悪口は本人の前で言う
・酒飲みは楽しくなければならない・まめに酒飲みをする
・きき酒能力を鍛える・酒が分からなくて技術向上無し
◆ チャレンジ精神
・これまでと同じ作業を繰り返すのであれば、これまでと同じ酒質しか得ることが出来ない。
・これまでと同じ作業を繰り返すのであれば、余り悩む必要がない。
・これまでと同じ作業を繰り返すのであれば、日本酒は衰退する。
・チャレンジすれば苦労は伴うが、未来が開拓できる。
◆ 吟醸を世界の共通語に
▼「SAKE」という言葉は一般の外国の方々にも浸透
・世界中の食卓を和やかにし、日本の素晴らしい文化を担う「吟醸酒」が世界の共通語となるよう今後も努力していく。
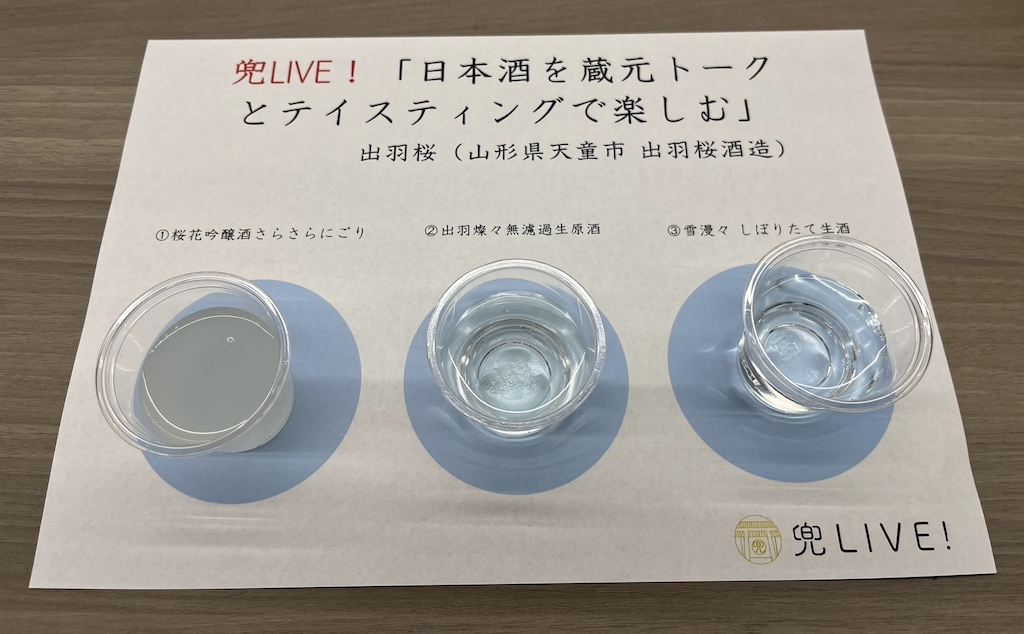
◆ テイスティング
▼今回のテイスティングは、出羽桜を代表する3種類で、特に、雪漫々の生しぼりたては、そうそう飲めない逸品です。

では、乾杯!
◆最後はみんなで集合写真
・恒例の集合写真です。多数の方にご参加いただきました。ありがとうございます!

◆まとめ
・仲野さんは、新しい仕組みを開発しても特許取得しない、全国より蔵元後継者等を研修生として受け入れるなど、常に日本酒業界の発展を考えていることに感銘を受けました。
2024年12月には伝統的な酒造りがユネスコに登録されました。「日本酒を世界の酒に 山形を日本酒の聖地に 吟醸を世界の言葉に」に向けて邁進しています。
・まさに「日本文化」である日本酒を積極的に味わいましょう!!

<イベント前には、渋沢栄一翁が生涯大切にした佐渡の縁起石「赤石」にタッチして運気アップ!>

******************
▼兜LIVE!(かぶとらいぶ)
人と歴史と未来をつなぐ応援プロジェクト兜LIVE!では、たくさんの方が兜町・茅場町に親しみを持っていただけるような楽しく勉強になるイベントを企画・実施していきます。FacebookやInstagramをフォローして最新情報をチェックしてくださいね。
・Facebook
・Instagram
・X(旧Twitter)

×
兜LIVE!について
運営 |
一般社団法人日本橋兜らいぶ推進協議会 |
|---|---|
代表者 |
藤枝昭裕 |
住所 |
〒103-0026 |
連絡先 |
support@kabuto-live.com |